機(jī)床手動(dòng)四爪單動(dòng)卡盤的組成與效正技巧
一、4爪卡盤的組成
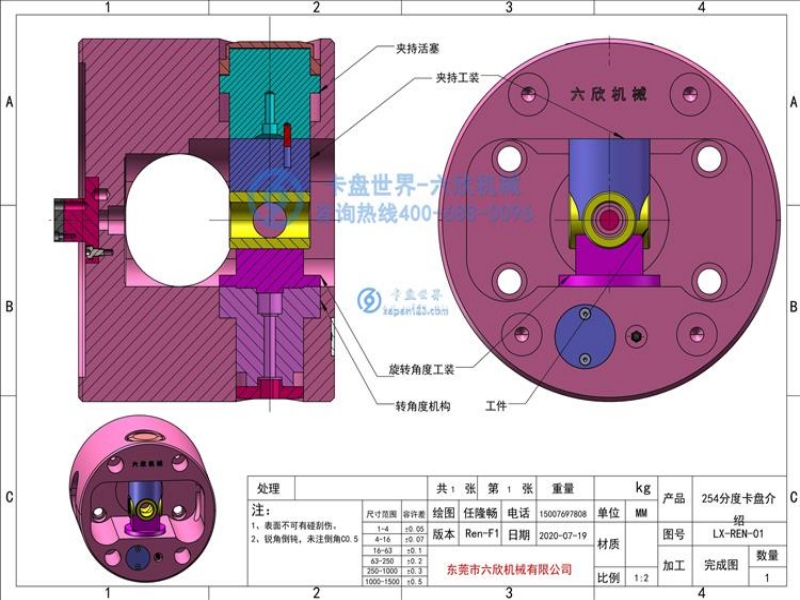
4爪單動(dòng)卡盤也叫機(jī)床手動(dòng)4爪單動(dòng)卡盤,組成有一個(gè)盤(本)體、4只卡爪,四個(gè)絲桿組成的,每個(gè)卡爪都可單獨(dú)運(yùn)動(dòng)。動(dòng)作時(shí)是用四條絲杠分別帶動(dòng)4爪,因此常見(jiàn)的4爪單動(dòng)卡盤沒(méi)有自動(dòng)定心的功能。
二、4爪卡盤爪效正的注意事項(xiàng):
①為了防止工件被夾毛,裝夾時(shí)應(yīng)墊銅皮。找正工件時(shí),在工件與導(dǎo)軌面之間墊防護(hù)板,以防工件掉下,損壞床面。
②校正工件時(shí),不能同時(shí)松開2只卡爪,以防工件掉下。
③校正工件時(shí),主軸應(yīng)放在空檔位置,否則會(huì)給卡盤轉(zhuǎn)動(dòng)帶來(lái)困難。
④校正工件時(shí),燈光、針尖與視線角度要配合好,否則會(huì)增大檢測(cè)誤差。
⑤工件校正后,四個(gè)卡爪的緊固力基本一致,否則車削時(shí)工件容易移位。
⑥效正工件時(shí)要耐心、細(xì)致、不可急躁,并注意安全。
三、4爪卡盤怎么效正和裝夾
用劃針盤校正外圓,先使劃針稍離開工件外圓面,然后慢慢轉(zhuǎn)動(dòng)主軸,用觀察針尖與工件表面之間的間隙大小來(lái)判斷工件的位置。根據(jù)間隙的差異量來(lái)調(diào)整每1對(duì)相對(duì)的卡爪位置,它的調(diào)整量大約是間隙差異量的1半。按照這樣的步驟經(jīng)過(guò)幾次調(diào)整,一直進(jìn)行到劃針尖和工件表面間的間隙均勻。
校正時(shí)還必須注意:
①當(dāng)需要效正整個(gè)工件時(shí),卡盤外圓和端面必須都要效正。特別要注意加工余量少的部位,不要因?yàn)樾U划?dāng)出現(xiàn)加工余量不夠以致造成工件報(bào)廢。
②當(dāng)工件的外圓或端面有不需要加工時(shí),及時(shí)對(duì)不需要加工的部位進(jìn)行效正,使它處于正確的位置。當(dāng)工件各加工表面的加工余量不同時(shí),應(yīng)該更加重視校正加工余量少的部位。否則這個(gè)部位會(huì)因?yàn)橛嗔坎粔驅(qū)е虏荒芮腥ケ砻婷鳌?/span>
③效正前應(yīng)該作好安全預(yù)防。通常在床身導(dǎo)軌上放1塊木板,用來(lái)防止工件掉下時(shí)損壞導(dǎo)軌。對(duì)于較大的工件,要同時(shí)用尾座頂尖通過(guò)輔助工具頂住工件,以防止發(fā)生人身或設(shè)備事故。